发电行业涵盖了多种发电方式,每种方式都有其独特的优势和局限性。随着全球对环境保护和可持续发展的重视,可再生能源发电(如风电、光电、水电)和新兴发电技术(如氢能、储能)正逐渐成为未来发展的重点。传统发电方式(如火电、核电)则通过技术创新和升级,向清洁化、高效化方向发展。
火力发电
火力发电设备的制造和维护过程中,刀具的使用至关重要,尤其是在加工高温合金、不锈钢等难加工材料时。以下是刀具的主要应用领域:
汽轮机叶片加工:

汽轮机叶片通常采用高温合金材料,强度高、韧性大,加工时易产生加工硬化,切削力大、切削温度高。
为应对这些挑战,刀具设计需增大前角和后角以降低切削力,并通过涂层技术(如PVD、CVD涂层)减少热传导,提高刀具寿命。
例如,伊斯卡的SPS82C和IC380涂层刀具专门针对高温合金加工,能够有效提高加工效率。
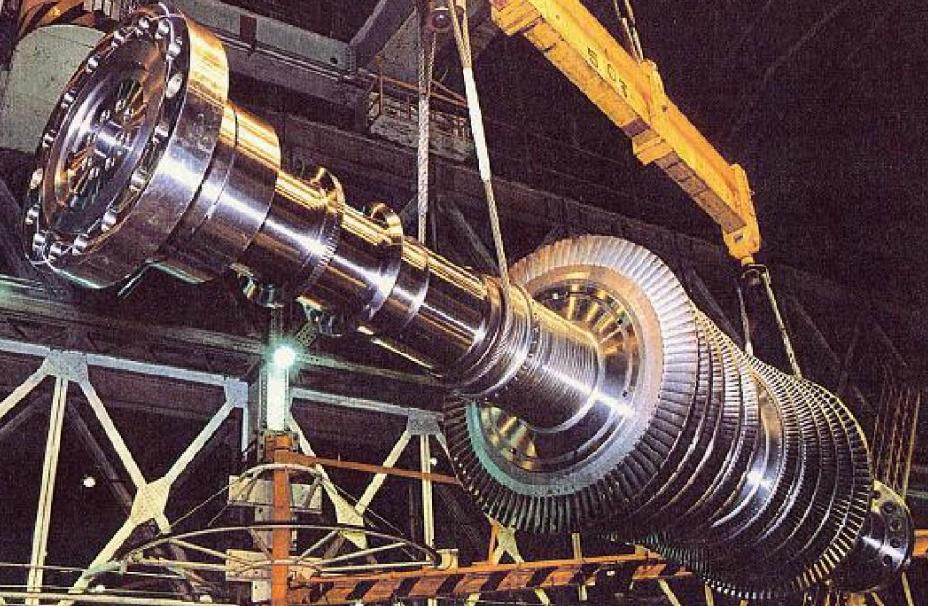
汽轮机转子加工:
汽轮机转子是高速旋转部件,材料通常为高强度合金钢,加工要求高精度和高刚性。
常用的刀具包括非标成形刀(如圣诞树铣刀)、定制刀盘和重载切槽刀片。
发电机转子加工:
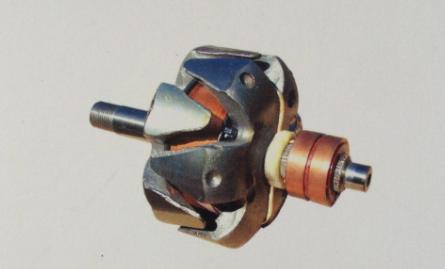
发电机转子需要高精度的轴向开槽,以安装励磁线圈,通常使用非标刀盘进行加工。
这些刀具需要具备高抗拉强度和耐高温性能,以适应转子的高速旋转。
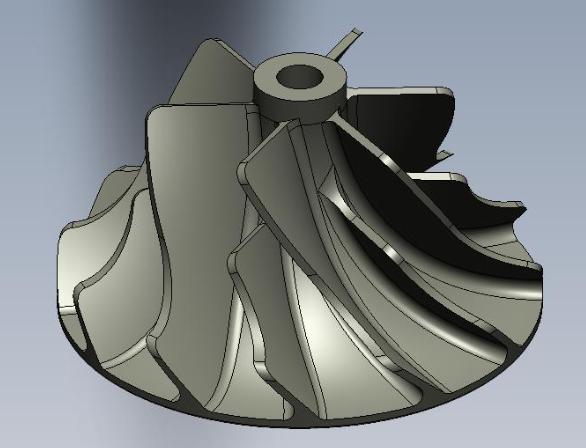
燃气轮机

轮盘
材料选择与冶炼
轮盘通常采用高温合金钢或钛合金等材料,具有良好的耐高温和强度特性。对于大型涡轮轮盘,通常采用三联工艺冶炼(真空感应+电渣重熔+真空自耗重熔),以提高合金的纯净度。
锻造与热处理
轮盘的锻造需要控制在特定温度范围内,以防止晶粒粗化和确保材料性能。
加工工艺流程
数控车削:用于加工轮盘的内外轮廓尺寸。
端面齿磨削:采用赫斯齿磨床加工轮盘的端面齿,确保齿形精度和表面质量。
轮槽拉削:轮盘的枞树型榫槽加工通常采用拉削工艺,由粗拉刀、半精拉刀、精拉刀和修整拉刀组合完成。
冷却孔加工:轮盘布置大量的冷却孔,通常采用五轴龙门加工中心进行深孔加工,优化刀具和工艺参数以提高加工效率。
专用设备与工装
拉床:用于轮槽加工,拉削速度快、精度高。
五轴龙门加工中心:用于复杂冷却孔的加工,提高加工刚性和效率。
专用夹具:设计专用夹具以减少装夹变形,提高加工精度。
刀具选择
轮槽拉刀
材料与结构:采用高性能高速钢(如W2Mo9CrVCo8)或粉末高速钢,具有高硬度和耐磨性。
拉刀组合:由粗拉刀、半精拉刀、精拉刀和修整拉刀组成,适用于不同加工阶段。
优化设计:采用分体式结构,节约成本;精拉刀采用同廓式轮切结构,提高齿面精度。
冷却孔加工刀具
材料:采用硬质合金刀具,提高切削效率。
工艺优化:采用内冷方式,优化切削参数,减少工序,提高加工效率。
端面齿加工刀具
磨削刀具:采用高精度磨削技术,确保端面齿的尺寸精度和表面质量。
蒸汽轮机
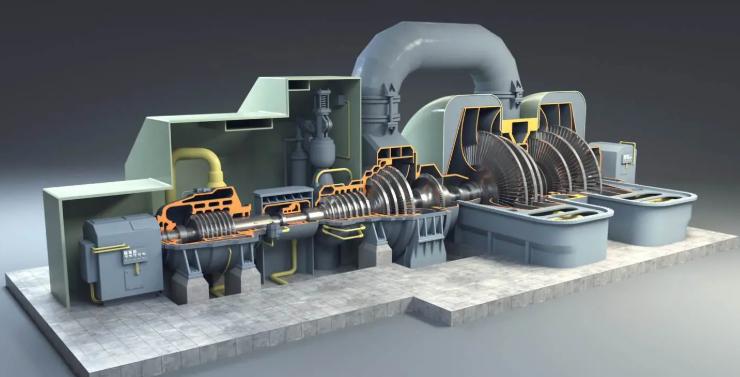
汽轮机轴
材料选择
汽轮机轴的材料选择需综合考虑强度、刚度、耐磨性和抗疲劳性能。常用的材料包括:优质碳素结构钢:如45钢,经过调质处理后具有优良的综合力学性能。
中碳合金钢:如40Cr、40MnB、35CrMo等,适用于高负荷、尺寸受限或有特殊要求的轴。
渗碳钢:如20CrMnTi,适用于高转速或高耐磨性要求的轴。
不锈钢:如304、316,适用于腐蚀环境。
热处理工艺
热处理是提高汽轮机轴性能的关键步骤,常见的工艺包括:
退火:用于降低硬度,改善切削性能。
正火:改善组织结构,提高材料的综合性能。
调质:淬火+高温回火,获得高强度和良好韧性的综合性能。
渗碳和渗氮:用于提高表面硬度和耐磨性。
加工工艺
汽轮机轴的加工工艺需确保高精度和低变形,主要步骤包括:
粗加工:采用车削或铣削去除多余材料。
半精加工:进一步加工至接近最终尺寸。
精加工:通过磨削或超精密切削确保轴的精度和表面质量。
动平衡检测:确保轴在高速旋转时的稳定性。
刀具选择
刀具的选择需根据材料和加工要求优化,常见的刀具包括:
硬质合金刀具:适用于加工碳钢和合金钢,具有高硬度和耐磨性。
涂层刀具:采用PVD或CVD涂层,提高刀具寿命和加工效率。
高速钢刀具:适用于复杂形状加工,具有良好的韧性。
蒸汽轮机隔板

毛坯选择
隔板体的毛坯类型通常根据其结构复杂性和尺寸精度要求选择。常见的毛坯材料包括铸钢件、锻钢件或焊接件。
毛坯尺寸及公差需严格控制,以确保后续加工的精度和效率。
加工工艺路线
基准选择:确定隔板加工的基准面,通常选择隔板的内圆或外圆作为加工基准。
加工工序:隔板的加工工艺路线包括粗加工、半精加工、精加工和表面处理等步骤。
关键工序:隔板的密封槽、叶片槽和密封面等关键部位需采用高精度加工设备和工艺,确保尺寸精度和表面质量。
密封翅片的固定构造
隔板外轮通过接合环和集合环固定密封翅片,采用螺栓连接以确保密封性能。
该构造可提高密封翅片的固定可靠性,并显著缩短制造工期。
热处理工艺
隔板通常需要经过热处理以提高材料的强度和韧性。常见的热处理工艺包括退火、正火和调质。
刀具选择
T型槽加工刀具
隔板的T型槽加工需设计专用刀具,以确保加工精度和效率。
刀具设计需考虑加工深度、槽宽和切削参数,以优化加工效率和刀具寿命。
密封面加工刀具
密封面加工需采用高精度的磨削或铣削刀具,确保表面粗糙度和密封性能。
常用的刀具材料包括硬质合金和涂层刀具,以提高耐磨性和抗热性能。
叶片槽加工刀具
叶片槽加工需采用高精度的铣刀或拉刀,确保槽形精度和表面质量。
刀具选择需考虑材料的切削性能和加工效率。
发电机轴

材料选择
碳钢
碳钢具有良好的机械性能和耐磨性能,价格相对较低,适用于一般工况下的电机轴。然而,碳钢的强度和抗疲劳性较差,容易发生变形和疲劳断裂。
合金钢
合金钢(如40Cr、40MnB、35CrMo等)强度高、耐磨性好,适用于高负载和高转速的场合。合金钢是发电机轴的常用材料之一,尤其是在需要较高强度和耐磨性的场景中。
不锈钢
不锈钢具有优异的耐腐蚀性能和良好的机械性能,适用于对耐腐蚀性要求较高的环境。但其强度和硬度相对较低,容易发生变形和疲劳断裂。
钛合金
钛合金具有高强度、高硬度、耐腐蚀和耐高温的特性,适用于高负载、高转速和高精度要求的发电机轴。然而,钛合金的加工难度大,成本较高。
铝合金
铝合金具有轻量化、高强度和良好的导电性能,适用于小型发电机轴。但其硬度和耐磨性较差,容易受到冲击和振动的影响。
刀具选择
硬质合金刀具
硬质合金刀具适用于加工高强度材料,如合金钢和不锈钢。其高硬度和耐磨性可有效减少刀具磨损。
涂层刀具
涂层刀具(如PVD或CVD涂层)可进一步提高刀具的耐磨性和抗热性能,适用于高精度加工。
冷却系统优化
采用内冷刀具或增压冷却液系统,可有效降低加工温度,减少刀具磨损。
热交换器
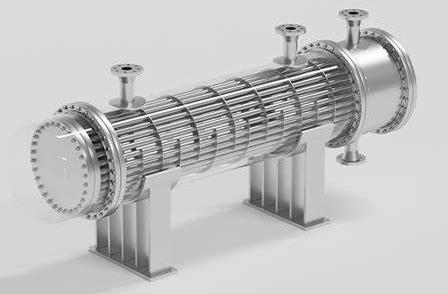
材料选择
金属材料:热交换器常用的金属材料包括不锈钢、铜、铝、镍基合金和钛合金。不锈钢具有良好的耐腐蚀性和机械性能,适用于高温和腐蚀环境。铜的导热性能优异,但成本较高。铝则因其轻量化和良好的导热性,被广泛应用于对重量敏感的场景。
非金属材料:聚合物等非金属材料具有良好的耐腐蚀性和成型性能,但导热性能较差,适用于特定的低温工况。
刀具选择
金属加工刀具
不锈钢加工:推荐使用硬质合金刀具,涂层技术(如PVD或CVD)可提高刀具的耐磨性和抗热性能。
铜和铝加工:由于铜和铝的导热性较好,加工时需选择高硬度刀具,如硬质合金或陶瓷刀具。
镍基合金和钛合金加工:这些材料硬度高,加工难度大,建议使用高性能硬质合金刀具,并优化切削参数。
非金属材料加工
聚合物加工:聚合物的加工需选择适合低硬度材料的刀具,如高速钢刀具。
特殊工艺刀具
钎焊工艺:钎焊板式热交换器的制造需使用专用的钎焊设备和材料,以确保连接强度。
3D打印:3D打印技术减少了传统加工的刀具需求,但需优化打印参数以确保成形质量。
行业挑战与机遇
高能率加工需求
发电行业对高能率加工的需求日益增加。刀具制造商将继续优化刀具设计和涂层技术,以满足发电行业对高效、高精度加工的需求。
环保与可持续性
刀具制造商正在开发更多环保型刀具,减少加工过程中的能源消耗和废弃物排放。例如,通过优化刀具设计和涂层技术,减少切削液的使用。
全球市场增长
随着全球发电行业的快速发展,尤其是新能源领域的扩张,刀具市场规模持续增长。2023年,刀具市场规模达到538亿元。
总结
发电行业对刀具的需求正朝着智能化、高性能化和定制化方向发展。未来,刀具制造商需不断创新,提升产品性能,以满足发电行业对高效、环保和高精度加工的需求。











