


风电行业的零件加工是风电设备制造的核心环节,其加工工艺和技术创新对风电设备的性能、质量和成本有着重要影响。且加工工艺复杂且要求高,涉及多种材料、成型技术和表面处理方法,以确保设备的高性能和可靠性。


风机叶片的加工工艺是一个复杂且精细的过程,涉及多种材料和先进技术。其刀具的选择至关重要,因为叶片通常由复合材料(如玻璃纤维、碳纤维增强聚合物等)制成,这些材料具有高强度、轻量化和耐磨性等特点,对加工刀具的性能要求极高。常见的刀具有:
PCD刀具是风电叶片加工中常用的刀具类型,具有以下特点:
高硬度和耐磨性:PCD刀具能够有效应对复合材料的磨蚀性,减少刀具磨损。
低摩擦系数:减少加工过程中的热量产生,延长刀具寿命。
锋利的切削刃:PCD刀具的切削刃非常锋利,能够实现高精度的加工。
定制化设计:根据叶片材料、厚度和孔规格优化刀具几何形状,确保有效排屑和减少分层风险。
硬质合金刀具在风电叶片加工中也有广泛应用,尤其是在一些非关键部位的加工中。其特点是:
高强度和韧性:适合加工较硬的复合材料。
多用途:可用于铣削、钻孔等多种加工工艺。
铣削刀具:如伊斯卡的TANG-SLOT铣刀,适用于浅槽和切断加工应用。
钻孔刀具:如SUMO-CHAM系列钻头,具有创新的夹紧系统,可提高生产效率。
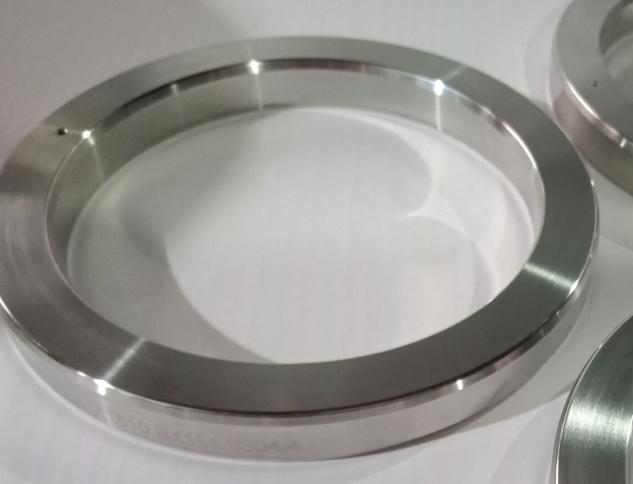
连接法兰通常采用低碳钢材料,这种材料在加工过程中容易出现切屑难以断裂的问题。因此,选择合适的刀具槽型和材质至关重要。
山特维克可乐满的LM槽型刀片:该槽型刀片具有良好的断屑性能,已在风电法兰加工中得到广泛应用和验证。
华菱超硬的PCD全贴面U钻刀片:适用于风电法兰孔的钻削,具有优异的耐磨性,可承受更高的切削速度和进给速度,同时配合刚性优异的刀杆,能够稳定高效地完成钻削。
PCBN刀片:华菱超硬的PCBN刀片(如Heavy dutyTM系列)采用陶瓷结合剂,能够承受重型切削的长时间加工和高切削力。这种刀片适用于风电法兰的重型切削,尤其是在加工硬度较高的材料时表现出色。
硬质合金刀片:对于一些非关键部位的加工,硬质合金刀片也是不错的选择。它们具有良好的强度和韧性,适合加工较硬的材料。

齿轮箱的零部件通常采用高强度和高硬度的钢材,如低碳合金钢(如17CrNiMo6、20CrNi2MoA、42CrMoA等),这些材料在经过热处理后硬度较高,对刀具的耐磨性和强度提出了更高要求。
硬质合金刀具:适用于中等硬度材料的加工,具有良好的强度和韧性,适合进行粗加工和半精加工。例如,在齿轮毛坯的车削和铣削过程中,硬质合金刀具能够有效应对材料的硬度。
CBN(立方氮化硼)刀具:对于高硬度材料的精加工,CBN刀具表现出色。其高硬度和耐磨性能够实现高速切削,减少加工时间,同时提高被加工工件的表面质量。
PCD(聚晶金刚石)刀具:虽然主要用于加工非金属材料,但在某些特定的风电齿轮加工场景中,如加工硬度较高的齿面或进行高精度的切削,PCD刀具也能发挥重要作用。
滚齿加工:风电齿轮箱的齿轮加工通常采用滚齿工艺。对于模数较大、载荷较高的输入级齿轮,需要选择高刚性的滚齿机床和合适的滚刀。例如,硬质合金镶片滚刀或双切滚刀是常见的选择,能够满足效率、寿命和成本的综合要求。
铣削加工:对于一些复杂形状的齿轮或需要高精度加工的部位,铣削工艺是常用的选择。硬质合金镶片成形铣刀适用于成形铣齿工艺,能够实现高精度的齿形加工。
磨削加工:在齿轮的精加工阶段,磨削工艺用于提高齿面的精度和表面质量。磨削油的选择同样重要,需要确保良好的润滑和冷却效果,以延长砂轮的使用寿命。

齿轮箱行星架通常采用高强度和高硬度的钢材,如低碳合金钢(如17CrNiMo6、20CrMnMo等),这些材料在经过热处理后硬度较高,对刀具的耐磨性和强度提出了更高要求。
立方氮化硼(CBN)刀具:CBN刀具具有高硬度和耐磨性,适合高硬度材料的精加工。例如,华菱的BN-H200系列CBN刀具在风电齿轮加工中表现出色,能够有效延长刀具寿命并提升加工效率。
硬质合金刀具:适用于中等硬度材料的加工,具有良好的强度和韧性,适合进行粗加工和半精加工。
内孔加工:针对行星架的内孔加工,进口刀头材料能够以更高的切削速度达到高金属去除率,显著提升加工节拍。
切槽加工:适用于连续切削的内圆槽刀能够胜任高精度的切削工作,稳定的刀具性能及锋利的刃口能够避免加工中的振动,让内槽的表面质量稳定一致。

齿轮箱齿圈通常采用高强度合金钢,如42CrMoA等,这些材料在经过热处理后硬度较高(如齿面硬度可达550HV以上),加工时需要高耐磨性和高稳定性的刀具。
立方氮化硼(CBN)刀具:CBN刀具具有高硬度和耐磨性,特别适合高硬度材料的精加工。例如,华菱的BN-H200系列CBN刀具在风电齿轮加工中表现出色,能够有效延长刀具寿命并提升加工效率。
硬质合金刀具:适用于中等硬度材料的粗加工和半精加工,具有良好的强度和韧性。
成形铣刀:用于齿圈的齿形加工,特别是大型齿圈的加工。高速铣齿机的加工效率较高,能够减少刀具磨损,降低成本。
磨削工具:在齿圈的精加工阶段,磨削工艺用于提高齿面的精度和表面质量,确保齿圈的高精度和高可靠性。
内圆槽刀:适用于齿圈内孔的切槽加工,能够胜任高精度的切削工作,避免加工中的振动。

齿轮箱扭力臂通常采用高强度和高硬度的钢材,如42CrMoA等,这些材料在经过热处理后硬度较高,加工时需要高耐磨性和高稳定性的刀具。
立方氮化硼(CBN)刀具:CBN刀具具有高硬度和耐磨性,适合高硬度材料的精加工。例如,威士CBN刀具在高硬度零件的精加工工序中,凭借高硬度及耐磨性实现高速切削,提高被加工工件表面质量。
硬质合金刀具:适用于中等硬度材料的粗加工和半精加工,具有良好的强度和韧性。
(1)铣削刀具:
玉米铣刀:适用于粗铣和精铣,具有良好的切削性能和较高的金属去除率。
三面刃铣刀:适用于台阶面的铣削加工。
方肩铣刀:适用于端面方肩铣削。
(2)钻削刀具:
皇冠钻:适用于螺纹底孔钻削。
Perfomax飓风钻:稳定性更好、强度更高,拥有独特的排屑槽设计,能有效控制冷却液流向并改善排屑。
(3)镗削刀具:
桥板镗头:适用于大直径孔的精镗加工,如山高的Graflex桥板式镗头,能够满足高精度要求。
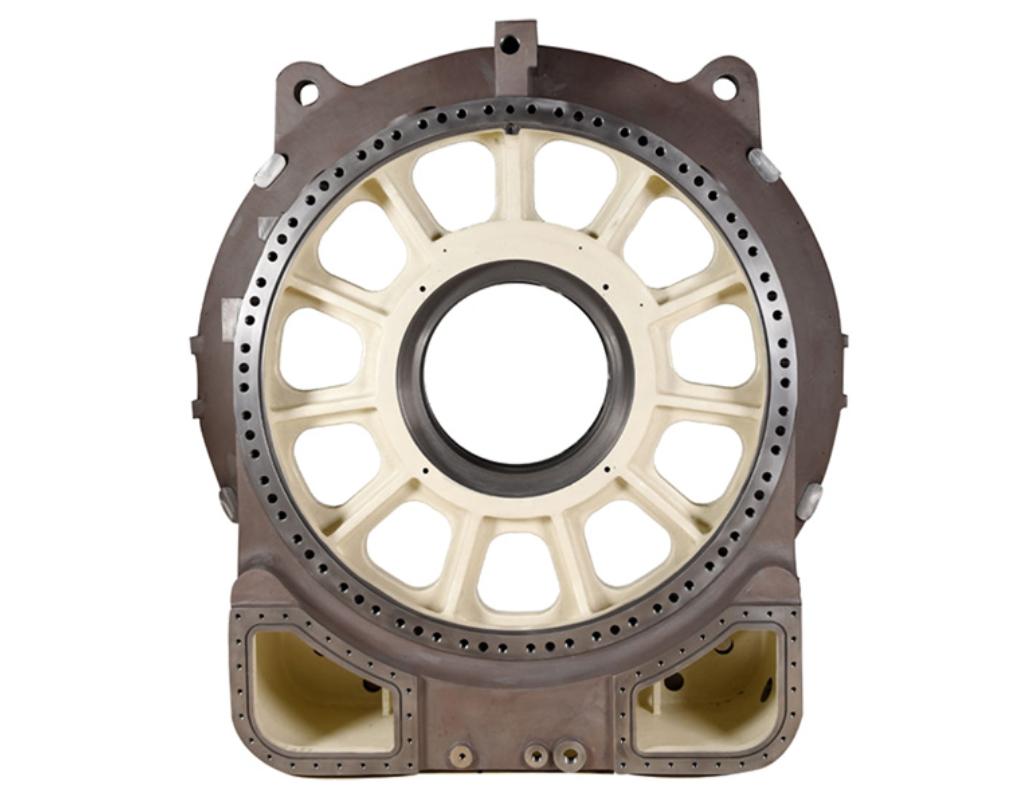
齿轮箱箱体通常采用高强度铸铁材料,如球墨铸铁等。这些材料具有较高的硬度和良好的耐磨性,加工时需要高耐磨性和高稳定性的刀具。
立方氮化硼(CBN)刀具:CBN刀具具有高硬度和耐磨性,适合高硬度材料的精加工。例如,华菱的BN-H200系列CBN刀具在风电齿轮加工中表现出色,能够有效延长刀具寿命并提升加工效率。
硬质合金刀具:适用于中等硬度材料的粗加工和半精加工,具有良好的强度和韧性。
(1)铣削刀具:
玉米铣刀:适用于粗铣和精铣,具有良好的切削性能和较高的金属去除率。
三面刃铣刀:适用于台阶面的铣削加工。
方肩铣刀:适用于端面方肩铣削。
(2)钻削刀具:
Perfomax飓风钻:稳定性更好、强度更高,拥有独特的排屑槽设计,能有效控制冷却液流向并改善排屑。
(3)镗削刀具:
桥板镗头:适用于大直径孔的精镗加工,如山高的Graflex桥板式镗头,能够满足高精度要求。
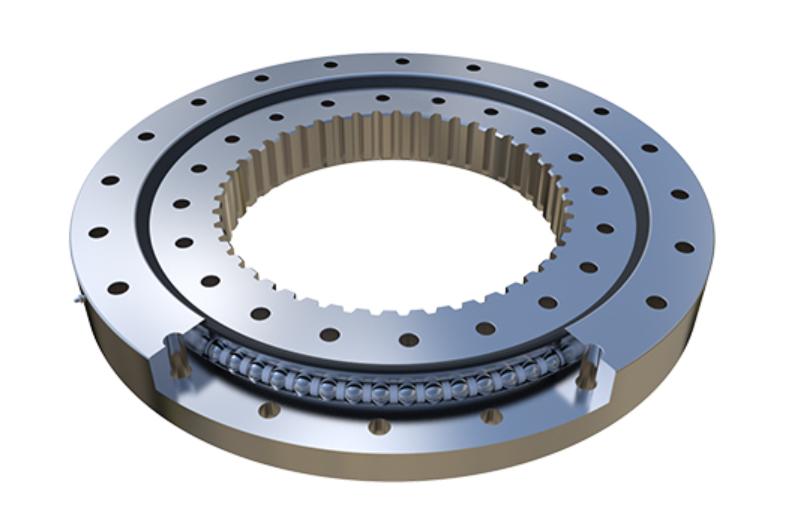
立方氮化硼(CBN)刀具:CBN刀具因其高硬度和耐磨性,非常适合加工硬度较高的风电回转支承轴承。例如,华菱的CBN刀具系列(如BN-H200)具有高切削速度和进给速度,能够有效提高加工效率。
聚晶金刚石(PCD)刀具:虽然主要用于加工非金属材料,但在某些高精度加工场景中,PCD刀具也能发挥重要作用。
整体CBN刀片:适用于高精度加工,具有优异的耐磨性和热稳定性。
加长刃CBN刀片:适合小切深的精加工和大切深的重型切削。
全贴面CBN刀片:具有较高的切削速度和进给速度,能够提高加工效率。
皇冠钻PCD刀片:用于高精度钻孔,具有高硬度和耐磨性,减少后续表面处理工序。
外滚道、内滚道、挡边位置:这些部位的加工需要能够承受断续切削的刀具。例如,郑州博特的BTS2800、BT6000等PCBN刀具,刀片型号如SNMN150716、CNMN120712、SNGN12041等,能够满足高硬度材料的加工需求。

轮毂通常采用高强度球墨铸铁或合金钢材料,这些材料具有较高的硬度和良好的耐磨性,加工时需要高耐磨性和高稳定性的刀具。
硬质合金刀具:适用于中等硬度材料的粗加工和半精加工,具有良好的强度和韧性。
立方氮化硼(CBN)刀具:CBN刀具具有高硬度和耐磨性,适合高硬度材料的精加工。
铣削刀具:
面铣刀:三菱推荐采用装特殊7刃角可转位刀片的AHX640W面铣刀,刀片材料采用适球墨铸铁加工的MC5020,具有TiCN-Al₂O₃-Ti化合物复合涂层,硬度大、抗振,抗熔附性好,寿命长。
立铣刀:内圆轮廓面加工采用装可转位刀片的SPX型立铣刀,粗加工的刀片设计制出波状齿形刃口,精加工时采用直刃刀片。
双八面刃铣刀:山高的Double Octomill双八面刃R220.48平面铣刀非常适用于轮毂铣削加工,刀片采用正前角设计,每个刀片有16个切削刃,同一款铣刀能满足粗、精加工的应用场合。
钻削刀具:
可更换刀头钻头:轮毂端平面上的孔可采用装可更换刀头的TAW型钻头,刀头材料为VP15TF,具有波状双刃形,碎断切屑,切削力小,切屑易排出。
飓风钻:新一代的Perfomax飓风钻削系统用于加工轮毂结合面的连接孔,稳定性更好、强度更高,拥有独特的排屑槽设计,能有效控制冷却液流向并改善排屑。

主轴通常采用高强度合金钢材料,如34CrNiMo6、42CrMo4等,这些材料经过热处理后硬度较高,加工时需要高耐磨性和高稳定性的刀具。
立方氮化硼(CBN)刀具:CBN刀具具有高硬度和耐磨性,适合高硬度材料的精加工。
硬质合金刀具:适用于中等硬度材料的粗加工和半精加工,具有良好的强度和韧性。
高速钢刀具:以其良好的韧性和切削性能在主轴加工中占有重要地位。虽然与硬质合金刀具相比,高速钢刀具的硬度和耐磨性稍逊一筹,但其韧性更好,适用于一些需要较高切削韧性的场合。
陶瓷刀具:具有极高的硬度和耐磨性,适用于加工硬度极高且对刀具磨损要求严格的材料。然而,陶瓷刀具的韧性相对较差,易碎,因此在选择时需根据具体加工情况进行权衡。

轴承座通常采用高强度铸铁或合金钢材料,如42CrMo、42CrMo4等,这些材料经过热处理后硬度较高(通常在HRC55以上),加工时需要高耐磨性和高稳定性的刀具。
硬质合金刀具:具有高硬度、高耐磨性和高热稳定性,在轴承座加工中广泛应用。这类刀具能够应对轴承座材质的高硬度,确保加工效率和加工质量。特别是在粗加工和半精加工阶段,硬质合金刀具能够迅速去除多余材料,为后续加工打下坚实基础。
立方氮化硼(CBN)刀具:以其超高的硬度和耐磨性,在加工硬度极高的轴承座材料时表现出色。CBN刀具不仅能够显著提高加工效率,还能保证加工表面的光洁度和精度,满足风电轴承座对加工质量的高要求。特别是在精加工阶段,CBN刀具的优势更加明显,能够确保轴承座的尺寸精度和表面粗糙度达到设计要求。
在当今追求清洁能源的时代,风电行业蓬勃发展,成为了能源领域的重要力量。而在风电设备的生产制造过程中,数控刀具的选择起着举足轻重的作用,它直接关系到生产效率、产品质量以及企业的经济效益。
然而,在实际的数控刀具选择过程中,很多企业往往面临诸多困难。一方面,市场上的刀具品牌和种类繁多,质量参差不齐,企业难以辨别优劣。另一方面,刀具的选择需要综合考虑多方面因素,如工件材料、加工工艺、机床性能等,这对企业的技术水平和决策能力提出了很高的要求。企业需要充分了解自身的生产需求,结合各种刀具的特点和性能,科学合理地进行选择。只有这样,才能在保证产品质量的前提下,提高生产效率,降低生产成本,在激烈的市场竞争中立于不败之地。随着风电行业的不断发展,数控刀具技术也将不断进步,为风电设备的制造提供更加有力的支持。



长按二维码打开网站
霍特浦



手机扫一扫打开

